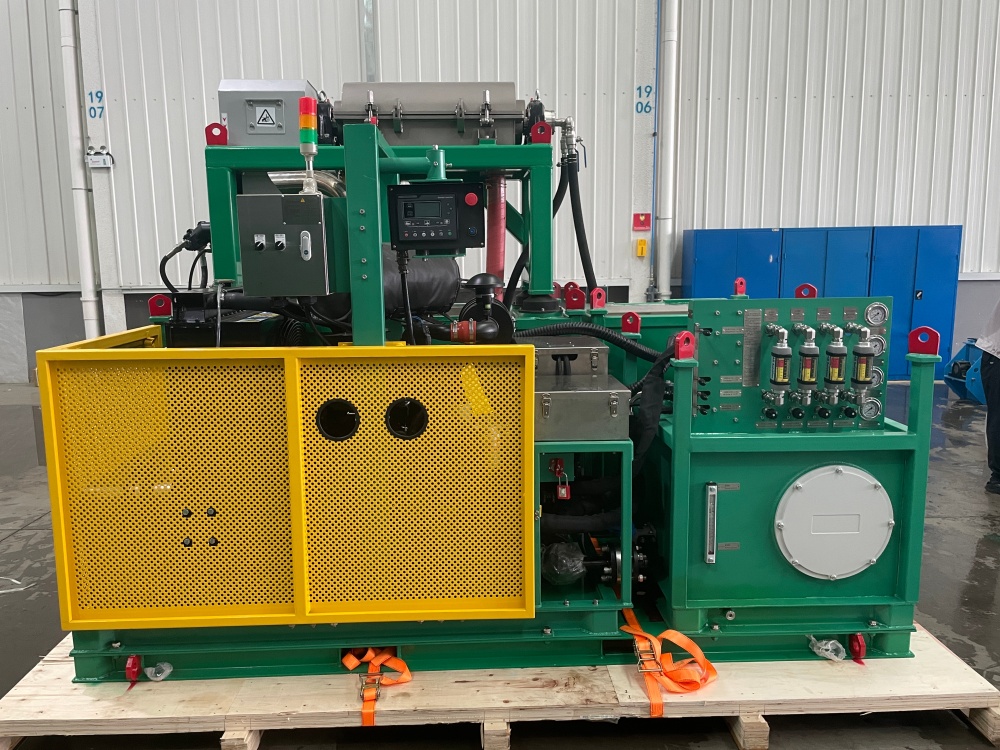
GN Solids Control is pleased to announce the successful delivery of a hydraulic drive decanter centrifuge unit specifically designed for diamond core drilling operations in Australia. This shipment highlights our continued focus on providing compact, efficient solids control solutions for mineral exploration and drilling sites where space, mobility, and reliability are paramount.
Addressing the Challenges of Geological Drilling
In the course of geological or mineral exploration, geological coring drilling is typically employed. During geological drilling, clear water or bentonite is commonly utilized as the drilling fluid. As environmental protection demands rise increasingly high, the traditional mud pool sedimentation approach has failed to fulfill the requirements of geological drilling mud treatment. Maintaining clean drilling fluid is critical to core quality, bit life, and overall drilling efficiency.
The GN Hydraulic Centrifuge Solution
Considering the characteristics of geological coring drilling mud and working conditions, GN Solids Control has developed a hydraulic centrifuge system for the solid-liquid separation of coring drilling mud. This innovative system operates without an electrical power supply, using a diesel engine to supply power, with a hydraulically-driven decanter centrifuge and feed pump to carry out drilling mud treatment, prepare drilling mud, recover drilling fluid, reduce drilling waste, and meet environmental protection requirements.

A Proven Solution for the Australian Market
GN Solids Control has extensive experience supplying hydraulic centrifuge units for diamond core drilling in Australia. The hydraulic drive configuration allows seamless integration with drilling rigs already equipped with hydraulic systems, reducing additional power requirements on site. The system is engineered to be robust and simple, making it well suited to remote exploration locations.
This delivery once again demonstrates how GN Solids Control supports diamond core drilling projects with tailored equipment solutions. By combining hydraulic drive technology with proven centrifuge design, GN continues to provide practical, field-ready systems for the Australian drilling market.